系")




廠家供應(yīng)云南鋼結(jié)構(gòu)鑄鋼節(jié)點隨著空間結(jié)構(gòu)的不斷發(fā)展,結(jié)構(gòu)的跨度愈來愈大,形式日趨多樣,結(jié)構(gòu)中構(gòu)件與構(gòu)件之間節(jié)點的連接方式和力學(xué)性能都日趨復(fù)雜,傳統(tǒng)的焊接球節(jié)點、鋼管相貫節(jié)點等多種節(jié)點形式已難以在構(gòu)造及制作工藝上滿足復(fù)雜的受力體系。節(jié)點構(gòu)造的好壞對結(jié)構(gòu)的受力性能、施工工藝、工程造價都有著相當(dāng)大的影響。
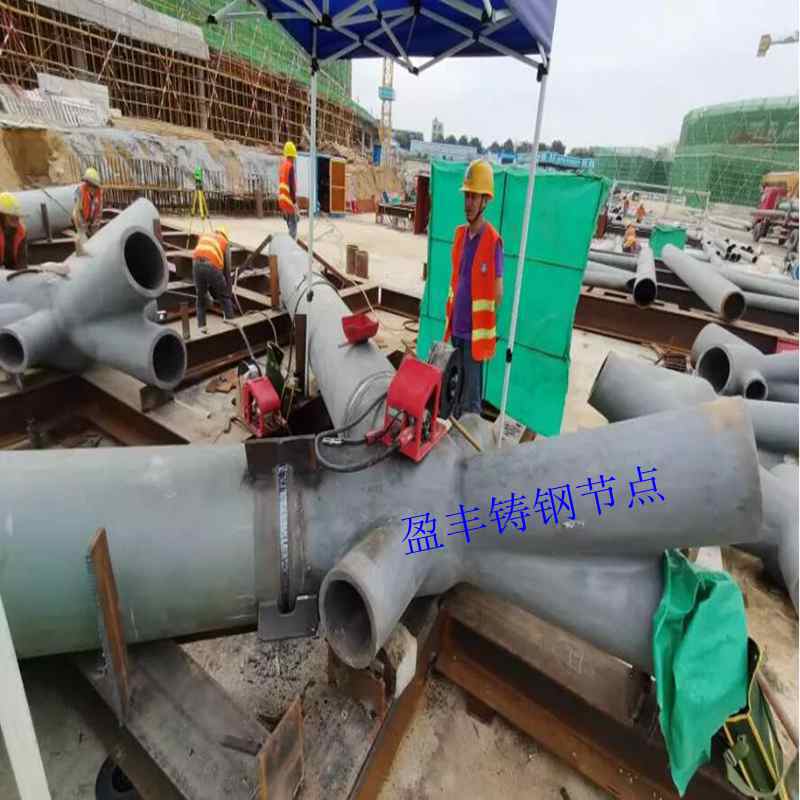
鑄鋼節(jié)點是根據(jù)節(jié)點外形及各桿的空間角度將桿件的交匯處在廠內(nèi)整體澆鑄而成
鑄鋼節(jié)點 由于鋼管根部與節(jié)點匯交部位整體澆鑄在一起,相對鋼管相貫節(jié)點而言,該節(jié)點不僅可免去相貫線切割及重疊焊縫焊接引起的應(yīng)力集中,而且由于焊縫位于鑄鋼管上,可為節(jié)點提供更多的施焊空間,在許多工程中正是利用鑄鋼節(jié)點這一特性與優(yōu)點用鑄鋼節(jié)點取代管管相貫焊縫。
焊接過程中,焊接熱源對工件進(jìn)行局部加熱,產(chǎn)生了不均勻的溫度場。這種不均勻的溫度場導(dǎo)致材料熱脹冷縮的不均勻,處于高溫區(qū)域的材料在加熱(冷卻)過程中膨脹(收縮),但由于受到周圍材料的牽制而不能自由伸長(收縮),于是在焊件中產(chǎn)生內(nèi)應(yīng)力,使高溫區(qū)的材料受到擠壓(拉 伸)產(chǎn)生塑性應(yīng)變。同時,金屬材料在焊接過程中隨著溫度的變化還會發(fā)生相應(yīng)的相變,不同的金屬組織具有不同的性能,也會引起體積的變化,對焊接應(yīng)力變形產(chǎn)生不同程度的影響。
焊接過程中,應(yīng)力變形是隨時間而改變的。 當(dāng)焊件溫度降至常溫時,殘存于焊件中的應(yīng)力稱 為焊接殘余應(yīng)力,殘留的變形稱為焊接殘余變形。 常見的焊接變形有:縱向收縮變形、橫向收縮變 形、撓曲變形、角變形、波浪變形、扭曲變形等。
鑄鋼節(jié)點是鋼結(jié)構(gòu)多桿件連接節(jié)點部位使用的一體鑄造而成的鑄鋼件
鑄鋼件制作難點和**廠家供應(yīng)云南鋼結(jié)構(gòu)鑄鋼節(jié)點
精度要求高:鑄鋼件制造是容易變形,表面尺寸精度要求高,制作困難,容易產(chǎn)生鑄造缺陷。
定位精度高:各支管的空間定位精度要求高。

單體重量大:鑄件單件重量級外形尺寸較大,模具制作、砂型制作、冶煉澆鑄較難;同時對熱處理設(shè)備要求較高。
焊接要求高:G20Mn5N焊接,鑄鋼件間層狀撕裂、變形控制難度大。
運(yùn)輸困難:鑄鋼件為超寬構(gòu)件,給運(yùn)輸帶來一定的困難和壓力。